Erwärmen und Halten
Es gibt verschiedene Methoden um ein Material zu erwärmen. Manche sind volumenerfassend und manche nur oberflächenerfassend. Die Wahl der Erwärmung ist daher sehr wichtig, ob ein Material durchheizgt werden muss oder ob es ausreicht nur die Oberfläche zu erwärmen.
- volumenerfassend sind Ofenerwärmung und Erwärmung mittels Stromdurchgang
- oberflächenerfassend sind Induktionserwärmung, Laser- oder Elektronenstrahl und die Gasflamme
Bei Erwärmung erfahren die Gitterbausteine eine höhere thermische Schwingung. Dies bewirkt Materialausdehnung, Leerstellenerhöhung, Diffusion ab 0,4 der Schmelztemperatur und bei polymorphen Werkstoffen treten Gitterumwandlungen auf.
Die Wärmeleitung ist Materialabhängig und geschieht über die Mechanismen der Wärmestrahlung, Konvektion und Wärmeleitung. Je mehr Legierungselemente ein Stahl aufweist, desto länger muss erwärmt werden bis alle Legierungselemente in Lösung gegangen sind.
Haltezeitempfehlung: 20 min + ( D/2 in mm) –> XX min
Abkühlen
Alle Glühverfahren werden mit gleichgewichtsnahen Abkühlbedingungen durchgeführt. Das Härten geschieht unter gleichgewichtsfernen Abkühlbedingungen. Durch die Abkühlung verringern sich die thermischen Schwingungen der Gitterbausteine, es findet Materialkontraktion statt und die Leerstellenkonzentration wird kleiner. Je nach dem wie schnell abgekühlt wird vollzieht sich eine diffusionsgesteuerte oder diffusionslose Phasenumwandlung.
Die Abkühlbeschwindigkeit ist stark medienabhängig. Ofen- oder Luftabkühlung sind sehr langsam so dass die Bedingungen sehr gleichgewichtsnah sind. Eine Abkühlung in Öl, Wasser oder einem Salzbad erhöht die Abkühlgeschwindigkeit sehr stark, so dass gleichgewichtsferne Zustände im Material eintreten wie ein Martensitisches Gefüge.
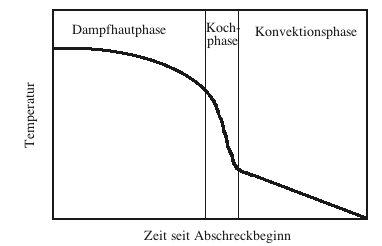
Bei beschleunigten Abkühlen in Flüssigkeiten tritt das sogenannte Leidenfrostsche Phänomen auf. Die meist nah an 1000°C warmen Bauteile bilden beim eintauchen in die Flüssigkeit eine Dampfhautphase aus, die wärmeisolierend wirkt. Sie verringert stark die Abkühlgeschwindigkeit. Durch schwenktbewegungen und weitere Abkühlung bricht die Dampfhaut langsam ein und die Kochphase beginnt. In dieser Phase sind nur noch Dampfblasen um das Bauteil und die Abkühlgeschwindigkeit beschleunigt sich stark. Durch weitere Abkühlung bilden sich auch keine Dampfblasen mehr aus und die Konvektionsphase läuft ab.
Atmosphären
Man muss sich bewusst sein dass bei erhöhten Temperaturen immer Wärme- und Stoffaustauschprozesse stattfinden. Es könnten unbeabsichtigte oder erwünscht Reaktionen ablaufen. Zu den unerwünschten Zählen oftmals Oxidation, Entkohlung und Aufkohlung. Diese werden vermieden durch Entfernung der reaktiven Substanzen mittels Vakuum oder eines reaktionsträgen Gases (Schutzgas).
- Schutzgas –> Stoffaustausch verhindern
- Reaktionsgas –> gezielter Stoffaustausch
Ein Qualitätsmaß für Gase ist der Taupunkt, es gilt je niedriger desto besser. Schutzgase verhindern aber nicht nur Stoffaustausch, sie können auch eine besondere Wirkung auf das Bauteil ausüben. Reduzierende Schutzgase sind z.B. CO oder H2.