Die Grundlage für alle Glühverfahren des Stahls bildet das Eisen-Kohlenstoff-Diagramm. Die Erwärmung und Abkühlung laufen dabei gleichgewichtsnah ab. Je nach gewählten Glühverfahren findet dabei die Wärmebehandlung in einem bestimmten Temperaturfenster statt.
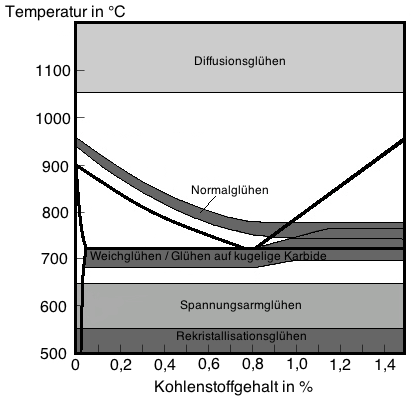
Diffusionsglühen
Das Diffusionsglühen findet bei Temperaturen von 1050 – 1300°C und langen Haltezeiten bis 50h statt. Die Abkühlung erfolgt langsam.
Es sollen Konzentrationsunterschiede ausgeglichen werden und versprödend wirkende Phasen aufgelöst werden. Dabei ist jedaoch darauf zu achten, dass kein Kornwachstum stattfindet und die Verzunderung/Entkohlung in Grenzen gehalten wird.
Spannungsarmglühen
Das Spannungsarmglühen findet bei Temperaturen unterhalb von Ac1 statt, genauer bei 450 – 650°C und langen Haltezeiten von 1 bis 2h. Die Erwärmung und Abkühlung erfolgt sehr langsam.
Es sollen innere Spannungen (Eigenspannungen) abgebaut werden. Dabei steht gleichzeitig die Forderung nach keiner Gefügeveränderung und keine Beeinflussung der übrigen Werkstoffeigenschaften. Dies ist aber nur möglich wenn eine gleichmäßige Temperaturverteilung im Werkstück vorherrscht. Ebenfalls ist ein vollständiger Spannungsabbau nie möglich, es bleiben immer Restspannungen vorhanden.
Rekristallisationsglühen
Das Rekristallisationsglühen findet bei Temperaturen unterhalb von Ac1 und oberhalb der Rekristallisationstemperatur eines Werkstoffes statt, genauer bei 400 – 700°C. Die Haltezeit ist abhängig von der gewählten Temperatur, sie kann wenige Minuten bis mehrere Stunden betragen. Die Abkühlung erfolgt langsam. Einen Abschätzung der Rekristallistationstemperatur kann mit getroffen werden.
{kind=link}
Das Hauptziel ist die Beseitigung von Verfestigungen durch Kaltumformungen. Die plastische Verformbarkeit eines Werkstoffes kann dadurch wieder hergestellt werden –> Duktilität nimmt zu! Ebenfalls ist es möglich die Korngröße über den Umformgrad vor der Rekristallisation einzustellen.
Schritte der Rekristallisation:
- Ausgangszustand ist ein kaltverformter Zustand mit erhöhter Versetzungsdichte
- Kristallerholung
- Keimbildung
- Keimwachstum
- vollständige Rekristallisation
- Kornwachstum
- Sekundärrekristallisation (unerwünscht da ungleichmäßige Zunahme der Kirstallitgröße)
Grobkornglühen
Das Grobkornglühen findet bei Temperaturen von mindestens 150 K oberhalb von Ac3 statt. Die Haltezeit ist abhängig von der Glühtemperatur, sie beträgt in der Regel aber mehrere Stunden. Die Abkühlung erfolgt langsam bei Kohlenstoffreichen Stählen. Je langsamer das abkühlen stattfindet, desto gröber wird das Ferritkorn –> Ofenabkühlung ist optimal für hohe Korngrößen.
Das Hauptziel ist wie der Name des Verfahrens schon sagt eine Vergröberung des Gefüges. Es wird durchgeführt um günstige Zerspanungseigenschaften für untereutektoide Stähle einzustellen. Ebenfalls wird die Oberflächengüte und Maßgenauigkeit verbessert beim Spanen.
Stähle die Ausscheidungen besitzen sind bedingt für das Grobkornglühen geeignet, da Ausscheidungen das Kornwachstum behindern!
Weichglühen / Glühen auf kugelige Karbide
Der Temperaturbereich beim Weichglühen / Glühen auf kugelige Karbide ist in 2 Bereiche unterteilt:
- untereutektoide Stähle dicht unterhalb Ac1
- übereutektoide Stähle Pendelglühen um Ac1
Die Haltezeiten betragen bis 100 h und Abkühlung erfolgt langsam. Das Weichglühen wird durchgeführt um Karbide einzuformen und dadurch einen optimalen Ausgangszustand für eine spanlose / spannende Weiterverarbeitung zu gewährleisten. Durch die gleichmäßige Verteilung der Karbide ist dies ebenfalls ein optimaler Ausgangszustand für das Härten.
Normalglühen
DenTemperaturbereich beim Normalglühen ist kann man in folgende Bereiche unterteilen:
- untereutektoide Stähle 30 – 50 K oberhalb Ac3 ,
- legierte Stähle aber 50 – 100 K oberhalb Ac3
- übereutektoide Stähle 30 – 50 K oberhalb Ac1
Es soll ein gleichmäßiges, globulitisches und feinkörniges Gefüge eingestellt werden. Ebenfalls werden Vorbehandlungszustände beseitigt und ein Vergleichsgefüge zur Werkstoffcharakterisierung eingestellt.
Haltezeitempfehlung: t = [ 20 + halber Durchmesser in mm ] min
Die Abkühlung muss der Werkstoffcharakteristik angepasst werden. Unlegierte Stähle werden Luftabgekühlt und legierte Stähle ofenabgekühlt.