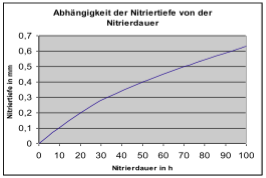
Das Nitrieren ist eine Wärmebehandlung in einem stickstoffabgebenden Medium. Hierbei diffundiert atomarer oder ionisierter Stickstoff bei Temperaturen von 500° bis 600°C in die Werkstückoberfläche ein. Die Nitriertiefe ist von der Temperatur, der Haltedauer, dem Nitriermittel und der chem. Zusammensetzung des Stahles abhängig. Sie ist aber in der Regel unter einem 1mm tief und hat nicht mehr als 0,4% Stickstoff gelöst. Man unterscheidet beim Nitrieren zwischen Gas- und Badnitrieren.
Für die Nitridbildung sind im Wesentlichen die Legierungsbestandteile Aluminium, Chrom, Molybdän, Vanadin und Titan von Bedeutung. Der Wirksamste von diesen Nitridbildnern ist Aluminium.
Gasnitrieren
Beim Gasnitrieren wird Ammoniak verwendet. Das Ammoniak [NH3] dissoziiert thermisch zu Stickstoff und Wasserstoff. Beim Gasnitrieren begrenzt man denn Temperaturbereich von 500° bis 520°C, da sonst bei höheren Temperaturen die Härte der Nitrierschicht wieder abnimmt.
Das Nitrieren verwendet man z.B. für Zahnräder, Kolbenbolzen, Kurbelwellen usw. Es können Oberflächenhärten bis zu 1100HV erreicht werden.
Badnitrieren
Beim Badnitrieren werden cyanhaltige Salzbäder als Nitriermittel verwendet. Anders wie als beim Gasnitrieren können auch unlegierte und legierte Baustähle, Werkzeugstähle und Gusseisen nitriert werden. Das Badnitrieren hat zur Folge, dass eine Erhöhung des Verschleißwiderstandes stattfindet. Bei Temperaturen von 550° bis 570°C läuft dieser Vorgang ab, wobei aber keine großen Nitriertiefen angestrebt werden. Die Verbindungsschicht (Nitridschicht) beträgt 10 bis 15µm und hat einen nichtmetallischen Charakter. Badnitrieren verwendet man für Werkzeuge, Bauteile aus Guss, Zahnräder usw.
Plasmanitrieren
Von den verschiedenen Nitrierverfahren stellt das Plasmanitrieren das modernste dar. Hierbei wird das Prozessgas, Stickstoff und Wasserstoff, durch das Anlegen einer Gleichspannung ionisiert. Die Bauteile dienen dabei als Kathode (neg. geschalten) und die Behälterwand als Anode (pos. geschalten).
Der dadurch sehr stark reaktionsfreudige atomare Stickstoff reagiert mit der Werkstückoberfläche und diffundiert anschließend in das Material hinein. Ein überhitzen der Bauteile ist bei diesem Verfahren somit ausgeschlossen.
Die Vorteile dieses Verfahrens gegenüber anderen Nitrierverfahren:
- Partielles Nitrieren mit geringen Aufwand
- Nitrieren von Sintermetallen, Titan und Molybdän ist möglich
- Geringere Prozesstemperaturen, dadurch geringere Verzugsprobleme
- Rost-, säurebeständige und sonstige X-Stähle sind Nitrierbar
Weitere Nitrierverfahren
- Nitrieren mit Glimmentladung
- Gasnitrieren mit Ultraschall
- Pastennitrieren
Typische Nitrierstähle
Bei Nitrierstählen kommt es besonders auf die hohe Verschleißfestigkeit an. Nitrierstähle- und Nitrierschichten können bis 500°C verwendet werden und sie weisen eine gewisse Korrosionsbeständigkeit auf.
Beim Nitrieren legiert man den Nitrierstählen starke Nitridbildner, weil sie eine hohe Oberflächenhärte erzeugen.
- 35CrAl6
- 32CrAlMo4
- 30CrMoV9